


2022/09/01
第44回 : 品質基準、品質試験の考え方
アパレル散歩道
2026/01/01

2026.1.1
PDF版をご希望の方はダウンロードフォームへお進みください > ニッセンケンウェブサイト ダウンロードサービス【アパレル散歩道No.84】
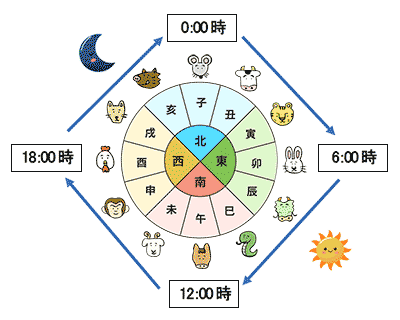
図1. 十二支について

図2. 西国三十三所
4番札所「施福寺」(筆者撮影)


図3. 海外メーカーの機能素材プレゼンテーション(2025/10/23「AFF展示会/大阪」にて)
図4. 短納期化の長所と課題
| 要因 | 内容 |
|---|---|
| 1.消費者ニーズの多様化 | 大量生産品よりも、個性(自分らしさ)、限定商品へのこだわり |
| 2.環境負荷への配慮 | 過剰在庫・大量廃棄の反省、染色負荷低減(低浴比、昇華捺染など) |
| 3.技術革新の拡大 | 3Dによるパターン設計、自動裁断、1枚裁断 |
| 4.流通の変化 | SNSビジネスの進展、DtoC、流通在庫低減 |
| 事例 | 服種 | 現象 | 考えられる原因 | 原因分類 |
|---|---|---|---|---|
| 42 | プリントシャツ(毛100%) | 白化 |
| 素材特性 取り扱い |
| 43 | ジャケット(ポリエステル100%) | はっ水の 低下 |
| 消費者の着用 消費者の着用 生地加工 クリーニング |
| 44 | ブルゾン (表地 ポリエステル100% 裏地 ポリエステル100% 詰め物 ポリエステル100%) | 中わたの 吹き出し |
| 企画設計 生産管理 |
| 45 | セーター(アクリル100%) | モール糸 の糸抜け |
| 消費者の着用 企画設計 |
| 事例46 | ジャンル | 服種 | 状態 |
|---|---|---|---|
| カジュアル | ブルゾン | 初めての洗濯でプリント柄がはく離した |

| 項目 | 説明 |
|---|---|
| 商品観察 |
|
| 商品に関する調査 |
|
| 原因の推定 |
|
| 確認試験など |
|
| 対策 |
|
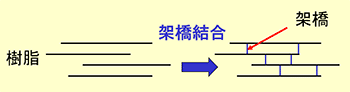
図6. 顔料プリントの架橋反応による
硬化のイメージ
| 事例47 | ジャンル | 服種 | 状態 |
|---|---|---|---|
| レディース | ワンピース | 除光液が付着し穴が開いた |
図7. ワンピースの
イメージ
【配合成分】
アセトン
水
イソプロパノール
香料
など
| 項目 | 説明 |
|---|---|
| 商品観察 |
|
| 消費者への聞き取り |
|
| 原因の推定 |
|
| 確認試験など |
|
| 対策 |
|
| 事例48 | ジャンル | 服種 | 状態 |
|---|---|---|---|
| レディース | ニットシャツ | 着用⇔洗濯の繰り返しで 接着縫製部がはく離した |

図9. 接着部のはく離事故の例
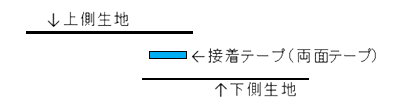
図10. 重ね合わせ仕様
| 項目 | 説明 |
|---|---|
| 商品観察 |
|
| 消費者への聞き取り |
|
| 原因の推定 |
|
| 確認試験など |
|
| 対策 |
|

アパレル散歩道
各種お問い合わせCONTACT
サービス全般についてのお問い合わせ

各種試験・検査に関するお問い合わせ、ご依頼はこちらから承ります。
エコテックス®に対するお問い合わせ

エコテックス®認証に関するお問い合わせ、ご依頼はこちらから承ります。
技術資料ダウンロード

各種試験・検査に関する技術資料が、こちらからダウンロードいただけます。
よくあるご質問

試験・検査などで、皆さまからよくいただく質問と回答をまとめています。
お電話からのお問い合わせはこちら
