

2021/06/15
第20回 : アパレル製品と関連法令など
アパレル散歩道
2024/10/01


2024.10.1
PDF版をご希望の方はダウンロードフォームへお進みください > ニッセンケンウェブサイト ダウンロードサービス【アパレル散歩道No.69】


図1 風合いの構成イメージ
| 工程 | 風合いとの関係 |
|---|---|
| 繊維 | 天然繊維、合成繊維、再生繊維などがあり、それぞれ独自の繊維物性・風合いを有する。 |
| 製糸・紡績 | 繊維を製糸や紡績で集合させた糸も、紡績方法、繊度(太さ)や撚りなどによって、多くの種類があり、もともとの繊維特有の風合いに、製糸・紡績特有の風合いが付加される。 |
| 織編 | 糸の風合いに加えて、編織組織、密度、目付など織編特有の風合いが付加され、生機の物性が確定する。 |
| 染色仕上 | アパレルや商社からの要望により、柔軟仕上げ、硬仕上げ、もみ仕上げ、コーティング樹脂仕上げなど、生地風合いを左右する加工が施される。 |
| 縫 製 | 製品洗いや製品染め、特殊な全面プリント、特殊な材料との複合、特殊縫製(キルトやシャーリング、無縫製など)がある場合、縫製工程が、最終製品の風合いに影響を与えることがある。 |
| テキスタイルの風合いは、もともと各種の繊維が持つ風合いに、製糸や紡績による風合い変化、織編による風合い変化、染色仕上げによる風合い変化などが加わり、その総和されたものが最終テキスタイルの風合いになる。(図1参照) | |
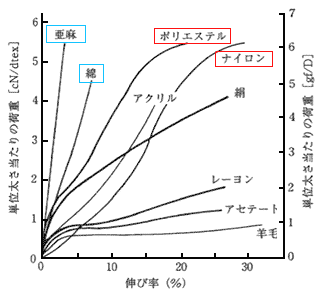
図2 各種繊維の変形のしにくさ1)
| 繊維の種類 | ヤング率 (cN/dtex) | 0 50 100 200 300 (cN/dtex) | |
|---|---|---|---|
| 綿 | 60-82 | ■■綿 | |
| 羊毛 | 10-22 | ■羊毛 | |
| 麻 (亜麻) | 132-234 | ■■■■麻 | |
| レーヨン (フィラメント) | 57-75 | ■■レーヨン | |
| アセテート | 26-40 | ■■アセテート | |
| ナイロン (フィラメント) | 18-40 | ■■ナイロン | |
| ポリエステル (フィラメント) | 79-141 | ■■■■ポリエステル | |
| アクリル (フィラメント) | 34-75 | ■■■アクリル |
| 繊維の種類 | 糸使い |
|---|---|
| 綿・麻 | すべてスパン糸 |
| 毛(ウール) | すべてスパン糸 |
| 絹 | 基本フィラメント糸で、まれにスパン使いあり |
| 合成繊維 (ポリエステル、ナイロン、アクリルなど) | スパン糸、フィラメント糸の両方がある |
| 再生繊維(レーヨンなど) | 基本フィラメント糸で、混紡などで一部スパン糸がある |
| 種類 | 特徴 | 外観(写真)の例 |
|---|---|---|
| スパン糸 (紡績糸) |
|  |
| フィラメント糸 |
|  |
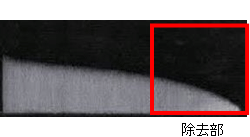
| 糸の種類 | 特徴 | ステープルダイアグラムによる除去部分の違い |
|---|---|---|
| カード糸 |
|  |
| コーマ糸 |
|  |
| 糸の種類 | 特徴 |
|---|---|
| 梳毛糸 | 梳毛の「梳」は「櫛けずる」の意味。短い羊毛繊維を除去した糸で、細くて毛羽が少なくさらっとして、表面がなめらかで、素肌にも心地よい肌触りとなる。フォーマル紳士服や婦人服などに使用される。 |
| 紡毛糸 | ボリューム感のある毛羽立った太い糸。原料に比較的繊維長の短い羊毛を使用しているため、毛羽立った、ウールらしい、ざっくりした暖かみのある風合いになる。セーターなどに使用される。 |
| 糸の種類 | 呼称 | 基本質量 | 基本長さ |
|---|---|---|---|
| 綿糸など | 綿番手 | 454g(1ポンド) | 768.1m(840ヤード) |
| 毛糸など | 毛番手(メートル番手) | 1kg (1000g) | 1km (1000m) |
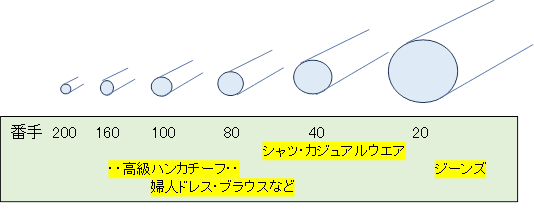
図3 綿番手のイメージと用途概要



図4 紡績工程のイメージ3)
| 工程 | 概要 | |
|---|---|---|
 | ①混打綿 | 原綿を開繊し、シート状のラップを作る |
| ②カーディング | 短繊維を除去し、繊維を平行にして、太いひも状のスライバーを作る | |
| ③コーミング※ | スライバーから、さらに短繊維を除去し、繊維配列を高める | |
| ④練条 | スライバーを合わせて、引き伸ばす(ドラフト)ことを繰り返す | |
| ⑤粗紡 | スライバーを引き伸ばす(ドラフト)して、軽く撚りをかけて粗糸を作る | |
| ⑥精紡 | さらにドラフトして、撚りをかけて所定の太さの糸を作る |
| 種類 | 特徴 | 解説図など |
|---|---|---|
| ①リング精紡糸 |
| 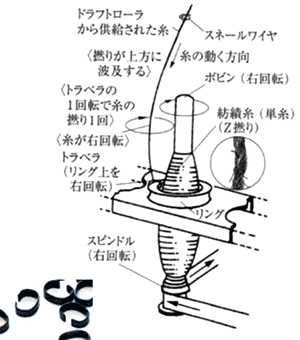 トラベラの例 リング精紡機4) |
| ②オープンエンド糸 (OE糸) |
| 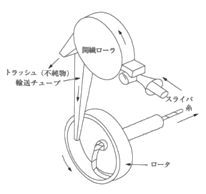 ロータ式オープンエンド精紡機5) |
| ③ボルテックス 精紡糸(MVS※) (※MVS:村田ボルテックススピナーの意味) | ボルテックス(VORTEX)精紡糸は、村田機械(株)が開発した精紡機「VORTEX®精紡機」で作られる。 ①リング精紡、②オープンエンドとは異なり、空気の渦を使った方法で紡糸される。繊維がノズル部を通過し、スピンドルの中空穴に繊維先端部が入り、繊維後端部がフロントローラの把持から外れると、ノズル内の空気旋回流で反転し、スピンドル表面にらせん状に繊維が配列され、この状態で繊維はスピンドル内に高速で引き込まれ糸が形成する。リング精紡の20倍以上の生産性と言われる。毛羽の少ない糸が特徴で、革新紡績の一つと言われている。 | 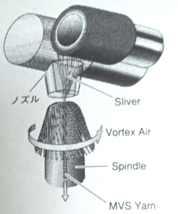 MVS精紡機6) |

図5 モノフィラメント(左)とマルチフィラメント(右)のイメージ
| 糸種 | 組成 | 繊度(太さ) | フィラメントカウント | 繊維一本当たりの太さ | 風合い |
|---|---|---|---|---|---|
| E100 83dtex/72 | ポリエステル 100% | 83 dtex | 72 | 83÷72≒1.2dtex | 柔らかい、しなやか |
| E100 83dtex/36 | 36 | 83÷36≒2.4dtex | やや硬い |
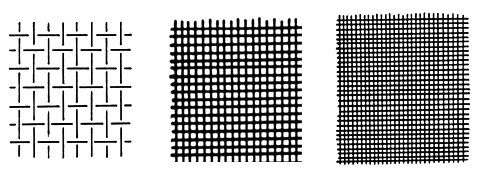
図6 織物の密度の違いと風合い(イメージ)
| 加工の種類 | 説明 |
|---|---|
| 柔軟加工 | 糸や織編物の柔軟化する加工。各種の界面活性剤やシリコン系柔軟剤などで、繊維間および繊維表面の摩擦係数を低下させる方法が一般的である。過度に使用すると、縫い目滑脱、ピリングやスナッグのリスクが生じる。 |
| 樹脂加工 (硬仕上げ) | 生地に水溶性合成樹脂を含侵させ、適度なハリなど、生地の風合いを硬めに仕上げる加工である。 |
| しわ加工 | 生地に積極的にしわを与え、独自の感性を発現する加工である。合繊では、板締め、袋詰め、箱詰め状態で、熱水、スチーム、乾熱処理でしわがセットされる。綿素材では、アルカリ浴中で自然なしわ感が固定されるが、耐久性を与えるため、樹脂加工が併用されることがある。製品洗いで、独自なウォッシュアウト感を表現する。 |
| オーガンジー加工 | 綿、綿混の生地を硫酸で処理し、綿繊維を溶解し、透明感のある硬い風合いを付与する加工のこと。婦人用ドレス、ウェディングドレス、ブラウス、シャツなどに使用される。 |
| 起毛加工 | 針や研磨布などを用いて生地表面を起毛し毛羽立たせ、保温性や柔軟性を持たせる加工である。 |
| 減量加工 | ポリエステル織物で風合いを柔らかくする加工のこと。アルカリ剤による加水分解作用を利用しているので、アルカリ減量加工ともいう。ポリエステル繊維表面を5~20%程度溶解し、繊維を細くして、生地風合いをソフトにする。過度な減量加工は、生地スリップが生じやすく、滑脱抵抗力の低下は注意を要する。 |
| カレンダー加工 | カレンダーローラーで生地を高熱加圧し、平滑にして光沢を付与する加工のこと。素材、ローラー材質、温度、圧力によって、生地はへん平し、ペーパーライク化する。光沢や外観も異なる。引裂き強さは低下傾向となる。 |
| コーティング加工 | 生地の表面や裏面に、防水や透湿防水など機能性のある樹脂を塗布する加工。ゴム系、ポリウレタン系、アクリル系などの合成樹脂が多い。樹脂加工により、生地の風合いは硬くなり、ペーパーライク化する。引裂き強さは低下傾向となる。 |
| ラミネート加工 | 生地の表面や裏面に、ポリウレタン樹脂膜を貼る加工。コーティング加工よりは風合いは柔らかい。 |
| ボンディング加工 | 二種類の生地を貼り合わせる加工。ボンディングにより、新たな性能や風合いの生地が作られる。また、接着剤の種類、量により、風合いも異なる。 |
| プリーツ加工 | 布に耐久性のある折目やひだをつける加工。合成繊維では繊維の熱可塑性を利用して熱によって折り目を固定している。ウール素材では、薬剤によるシロセット加工で実施される。 |
| 項目 | 試験方法 | 概要 | |||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 剛軟度 | JIS L 1096 剛軟度A法 (45°カンチレバー法) 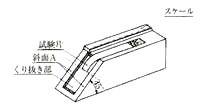 | 図のような台形の装置の上部に試験片を置き、斜面A方向にスライドさせたとき、試験片の先端が斜面Aに接した時の移動距離(スケール)をmmで評価する。
| |||||||||||||||||||||
| ドレープ性 | JIS L 1096 剛軟度G法(ドレープテスタ法)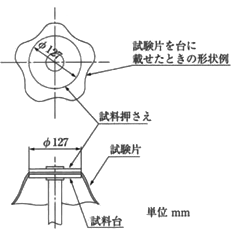 | 下図のようなドレープテスタを用いる。試験片を試験台に載せた時、試験片が資料台から自重で垂れる程度をドレープ係数として評価する。
| |||||||||||||||||||||
| KES風合い計測 |
| 風合い特性に関連する物理特性を測定し、官能特性である風合いと物性を対応させたKES計測システムが実用化されている。KESとは、京都大学の川端教授が開発した「KAWABATA EVALUATION SYSTEM」の略である。
詳細は、カトーテック(株)のニュースリリースを参照のこと。 https://prtimes.jp/main/html/rd/p/000000008.000077829.html |
| 品質事故例 | |
|---|---|
| 1 | 合成皮革製ジャンパーのドライクリーニングによる硬化 |
| 2 | 天然皮革製ジャケットの水洗いによる硬化 |
| 3 | 厳冬期の着用によるジャケットの硬化 |

アパレル散歩道
各種お問い合わせCONTACT
サービス全般についてのお問い合わせ

各種試験・検査に関するお問い合わせ、ご依頼はこちらから承ります。
エコテックス®に対するお問い合わせ

エコテックス®認証に関するお問い合わせ、ご依頼はこちらから承ります。
技術資料ダウンロード

各種試験・検査に関する技術資料が、こちらからダウンロードいただけます。
よくあるご質問

試験・検査などで、皆さまからよくいただく質問と回答をまとめています。
お電話からのお問い合わせはこちら
