

2021/09/01
第25回 : 品質改善の話
アパレル散歩道
2022/07/01
2022.7.1
PDF版をご希望の方はダウンロードフォームへお進みください > ニッセンケンウェブサイト ダウンロードサービス【アパレル散歩道No.42】
前回の第41回アパレル散歩道では、縫製の前段階であるマーケティング戦略、商品企画設計、パターン作成、グレーディング、マーキングなどについて勉強しました。今回の第42回アパレル散歩道では、縫い目の種類と特性、縫製関連機器、縫い糸、縫い針、検針機、製品検査などについて説明します。
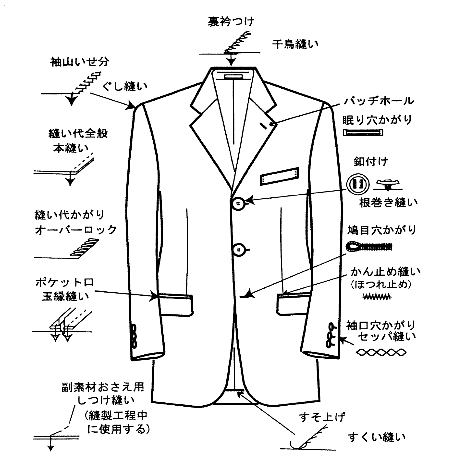
図1 ジャケット縫製で使用するミシンの例
| ミシンの種類 | 特徴 |
|---|---|
| 家庭用ミシン |
|
| 工業用ミシン |
|
| 縫い目の形式 | 縫い目外観など | 特長 |
|---|---|---|
| ①本縫い | 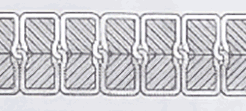 |
|
②環縫い
|  単環縫いの一例 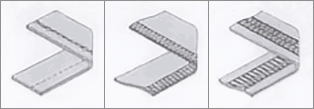 二重環縫い オーバーロック縫い 偏平縫い |
|
| ③溶着・接着 |
 |
|
| 本縫いの種類 | ミシンの種類 |
|---|---|
| 本縫い | 1本針本縫いミシン、2本針本縫いミシン など |
| 千鳥縫い | 千鳥ミシン、刺繍ミシン など |
| すくい縫い | すくい縫いミシン など |
| 特殊縫い | 穴かがり、閂止め、ボタン付けミシン など |
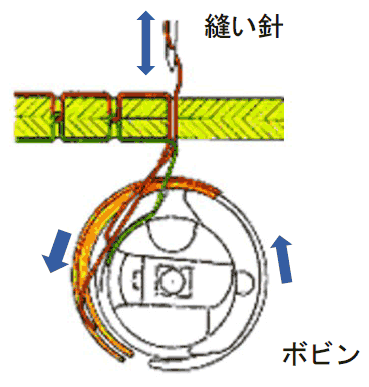

ボビンケース+下糸
図2 本縫いミシンの機構
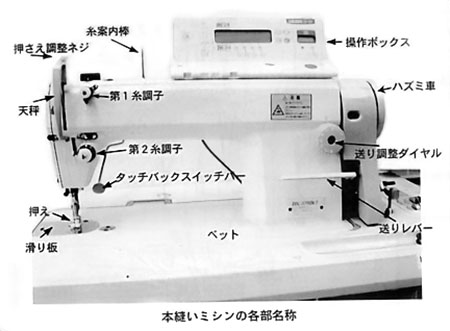
図3 本縫いミシンの一例


図4 本縫い(左)と千鳥縫い(右)
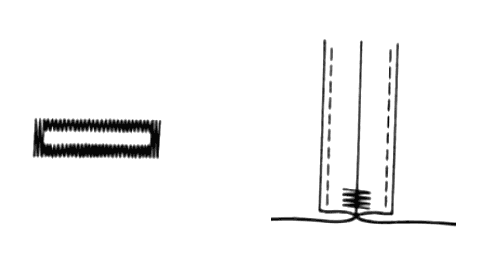
図5 ボタン穴かがり縫い(左)とかん止め縫い(右)の例
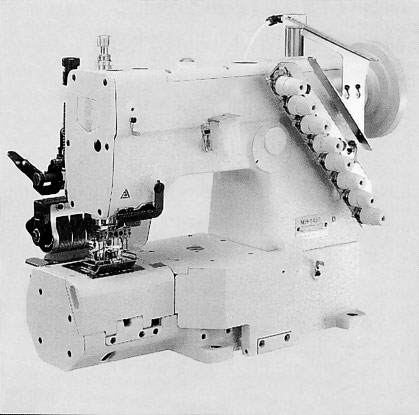
図6 オーバーロック/インターロックミシンの例

図7 二重環縫いミシンの例
図8 単環縫いのイメージ
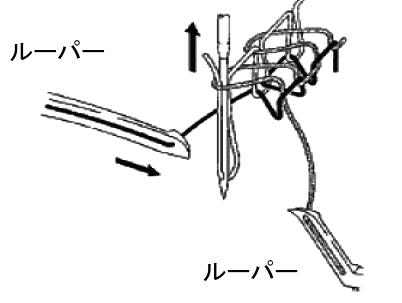
図9 環縫いとルーパー

図10 二重環縫いの一例

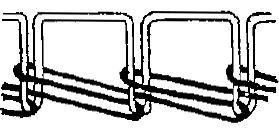
図11 インターロック縫いの例
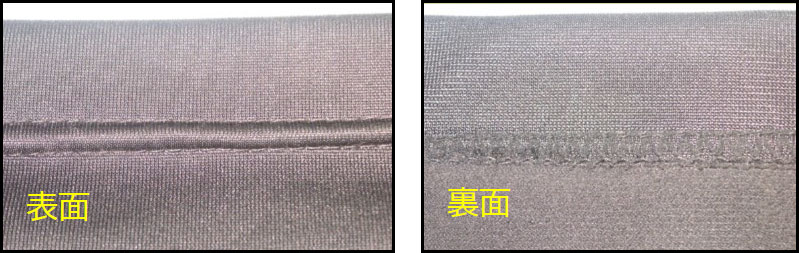
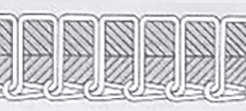
図12 偏平縫いの一例(2本針片面飾り縫い)
| 因子の分類 | 内容 | 事故事例 |
|---|---|---|
| ①企画・設計上 | 生地特性と縫製仕様のミスマッチ |
|
| ②生産上 |
|
|
図13 縫製工程の流れ
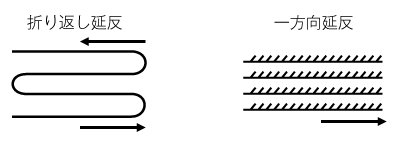
図14 折り返し延反と一方向延反
| 裁断機の種類 | 説明 | 図(一例) |
|---|---|---|
| たて刃(ナイフ)裁断機 | 薄板状たて長ナイフを上下に運動させながらパターン輪郭線にそって、積層布地の側面から押し入れるように裁断する。 | 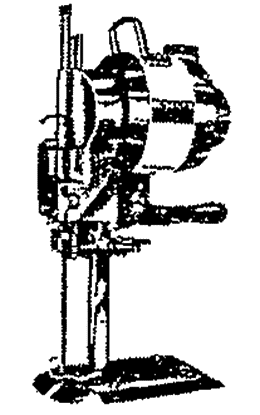 たて刃裁断機の一例 |
| 丸刃裁断機 | 丸い刃が回転して裁断する。積層枚数が多く、パターン輪郭線のカーブのきついものは布地間のズレが大きい。 |  丸刃裁断機の一例 |
| バンドナイフ裁断機 | 細幅(約7mm)帯状のナイフを高速循環させ、そのナイフに積層した布地を手動で押し切りながら輪郭線に沿って裁断する。正確な裁断が可能である。 |  バンドナイフ裁断機の一例 |
| CAM自動裁断機 | CADデータをもとに、金属刃式、レーザー式、ウォータージェット式などによる自動高速裁断が行われる。 |  自動裁断機の一例 |
図15 顔料プリントの製造工程

図16 顔料プリント工場の概要

図17 縫製ラインの例
| 生産方式 | 説明 |
|---|---|
| 1.丸仕上げ方式 | サンプルや別注品など、一人で部品から仕上げまで完成させる方式。 全工程を担当できる多能工が求められる。 |
| 2.グループ方式 | 一人の熟練者を中心に4~5人のグループで分業し全作業を完了する方式。 少人数の工場で多品種少量生産に適用される |
| 3.バンドル方式 | 一定枚数に裁断布を束ねたバンドル単位で分業縫製する方式。 仕掛品が増加し生産期間が長くなるが、能率的な作業ができる。 |
| 4.シンクロ方式 | 一枚単位での流れ作業による方式。仕掛品も少なく、生産期間も短いが、ピッチタイム(平均受け持ち時間/人)を揃えるのは難しい場合がある。 |
| 5.バンドルシンクロ方式 | 一定枚数に裁断布を束ねたバンドル単位でのシンクロシステムの方式。 ピッチタイムの変動はバンドル単位で吸収でき、広く縫製工場で採用される。 |
| 6.ハンガー方式 | ハンガーレール沿いにミシン、アイロン台を配置し、仕掛り品をハンガーにフックし、移動しながら順次加工する方式。 |
| 7.セル生産方式 | 多品種の極少ロット(数点)や特注品(単品)の生産において、1人あるいは数人が多能工として有機的に機能し、仕掛り品を最低レベル(1点)で能率よく生産する自己完結性の高い方式。 |
| 検査の種類 | 説明 | |
|---|---|---|
| 製品検査 | 規格検査 | 縫製仕様書通りに、各種仕様、配色や材料使い、表示内容、梱包方法などが適正か |
| 寸法検査 | 仕様書の指示寸法に対して、仕上がり寸法が適合しているか、許容範囲内で仕上がっているか | |
| 外観検査 | キズ、汚れ、プレス当たり、左右のバランス、捺染柄の段違いなどの欠点はないか | |
| 縫製検査 | 糸切れ、縫い外れ、縫い目蛇行などの欠点はないか | |
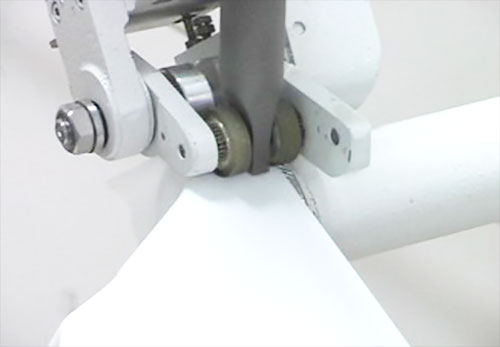
| 検針 | 製品内に折れ針、金属の異物はないか | |

図18 検針機による検針
<検針条件の例>
図19 検針条件について
| 縫い糸の種類 | 糸種など |
|---|---|
| ①フィラメント糸 | Eフィラメント糸、Nフィラメント糸など |
| ②スパン糸 | Eスパン糸、E/Cスパン糸、綿糸など |
| ③ウーリー糸(フィラメント伸縮加工糸) | Eウーリー糸、Nウーリー糸など |
| ④モノフィラメント糸 | 釣りのテグス状で、皮膚刺激要注意 |
コラム : アパレル散歩道43
~魅力ある商品を開発するために~
テーマ : ものつくり原点回帰シリーズ ~商業クリーニング~
発行元
一般財団法人ニッセンケン品質評価センター 事業推進室 マーケティンググループ
E-mail: pr-contact@nissenken.or.jp URL:https://nissenken.or.jp
※当コラムの内容、テキスト等の無断転載・無断使用を固く禁じます。
Profile : 清嶋 展弘 (きよしま のぶひろ)

43年間株式会社デサントに勤務し、各種スポーツウェアの企画開発、機能性評価、品質基準作成、品質管理などを担当。退職後は、技術士(繊維)事務所を開業。趣味は27年間続けているマラソンで、これまで296回の大会に参加。
アパレル散歩道
各種お問い合わせCONTACT
サービス全般についてのお問い合わせ

各種試験・検査に関するお問い合わせ、ご依頼はこちらから承ります。
エコテックス®に対するお問い合わせ

エコテックス®認証に関するお問い合わせ、ご依頼はこちらから承ります。
技術資料ダウンロード

各種試験・検査に関する技術資料が、こちらからダウンロードいただけます。
よくあるご質問

試験・検査などで、皆さまからよくいただく質問と回答をまとめています。
お電話からのお問い合わせはこちら
