

2021/02/15
第13回 :品質管理システムを構築しよう
アパレル散歩道
2021/01/01

2021.1.1
PDF版をご希望の方はダウンロードフォームへお進みください > ニッセンケンウェブサイト ダウンロードサービス【アパレル散歩道No.10】
今回も、ひきつづき「生産時のばらつきによる事故事例」を勉強します。
前回は、「染色加工」の面から「加工のばらつき事例」を紹介しましたが、今回は「縫製関連」のばらつき として、地糸切れ、シームパッカリング、糸始末不良を取り上げたいと思います。
2.2縫製・・縫製工程での縫製ミスと検査見逃し
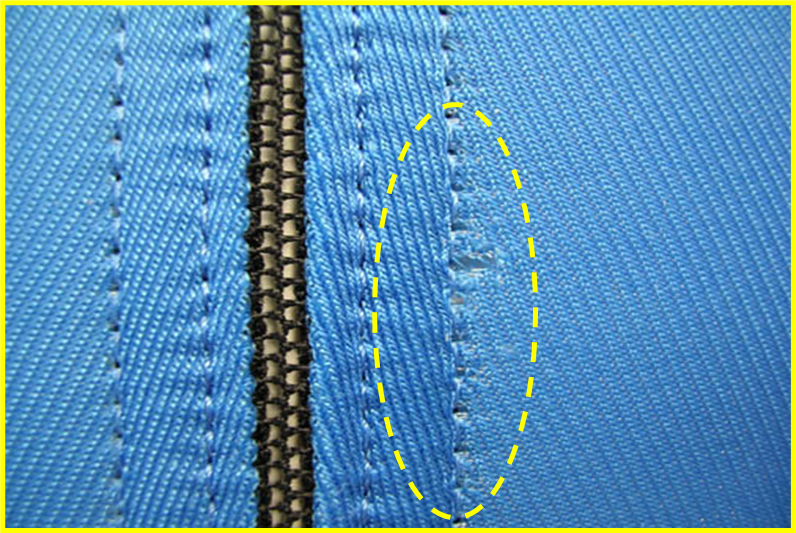
事例1.地糸切れ
(事故の概要)
(取扱い表示)

(事故現象に関するコメント)
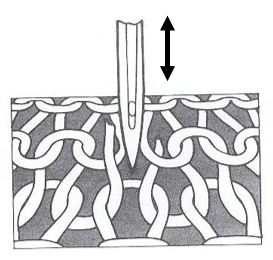
ニット生地の縫製では、針糸が編み組織の糸を切断することがある。切断が生じると、その部分がほつれやすく、地糸切れと呼ばれています。地糸切れは、一般に、湿度が低く生地が乾燥する冬場に発生することが多く、生地糸が柔軟性を欠いて針先の衝撃で切れやすくなり、発生しやすくなるといわれています。しかし、ポリエステル糸などはもともと吸湿性が低いので、室内の湿度にはあまり関係がないようです。
(事故要因と対策)
・地糸切れは、縫製時のミシン針などによって、布の構成糸が切断されることである。
・ループで構成されるニット(編み地)では、これにより、穴が目立ち、ほつれやすい生地ではランが生じやすい。
・伸びが少ない、密度が高い、樹脂加工しているなど、編糸の自由度が低いものは地糸切れが発生しやすい。
・ミシン回転数が高速であるほど、地糸切れが発生しやすい。また、高速運転により針温度が過度に上昇し、合繊糸が溶断することもある。
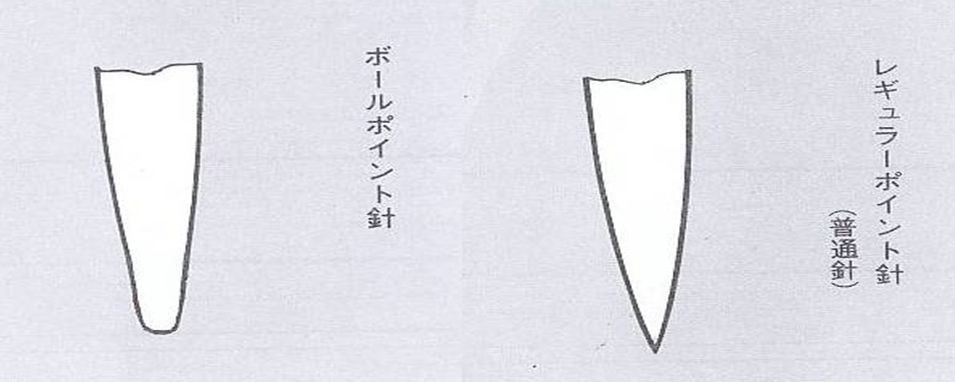
・地糸切れ対策用の縫い針として、ボールポイント針など、針先が丸くなった縫い針を使用する。事前にサンプル縫製などで、素材の可縫性を把握し、縫製仕様書などでそれらの情報を記載し、縫製工場に伝えておくことが大切である。
・本生産工程で、特定のオペレーターの技量や縫製条件設定ミスにより、地糸切れが生じる可能性があるため、中間検査も実施し、事故リスクを低減すること。
・出荷時の全数検査の実施で、地糸切れをチェックし、不合格品は出荷しない体制づくりが必要である。
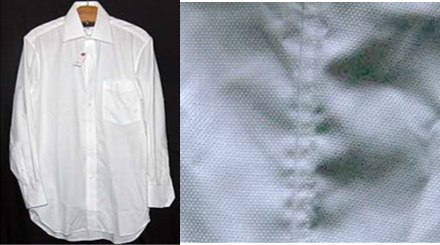
事例2. シームパッカリング
(事故の概要)
(取扱い表示)

(事故現象に関するコメント)
シームパッカリングとは、縫製時にできる縫い縮みのことです。 縫製時に、ミシン目にできる縫い縮みやひきつれによる歪みによって発生するといわれています。
(事故要因と対策)
① 原因は多岐にわたっていることを理解すること。
・縫い糸特性で、熱収縮が発生したり、糸自身が伸びやすかった。
・縫製時の縫い糸張力がきつく、縫い縮みした。
・ミシンの調整の問題で、生地送りが適切でなかった。
・布の構造上、伸縮性の大きいニット生地や高密度織物で縫い糸が座屈しやすかった。
・パターン上、いせ込みやカーブがきつく、縫製がばらついた。
・オペレーターの縫製操作、技術の問題で、パッカリングが発生した。
・仕上げ工程で発生していたパッカリングをアイロンで修正したが、その後の消費者の水洗いで、しわが顕在化した。
② 対策として次のことが考えられる。
・下糸張力をできるだけ下げて、上糸は下糸に合わせた張力にする。
・細く、すべりの良い糸、伸びの少ない糸を使用する。
・縫い目のピッチをできるだけ大きくする。
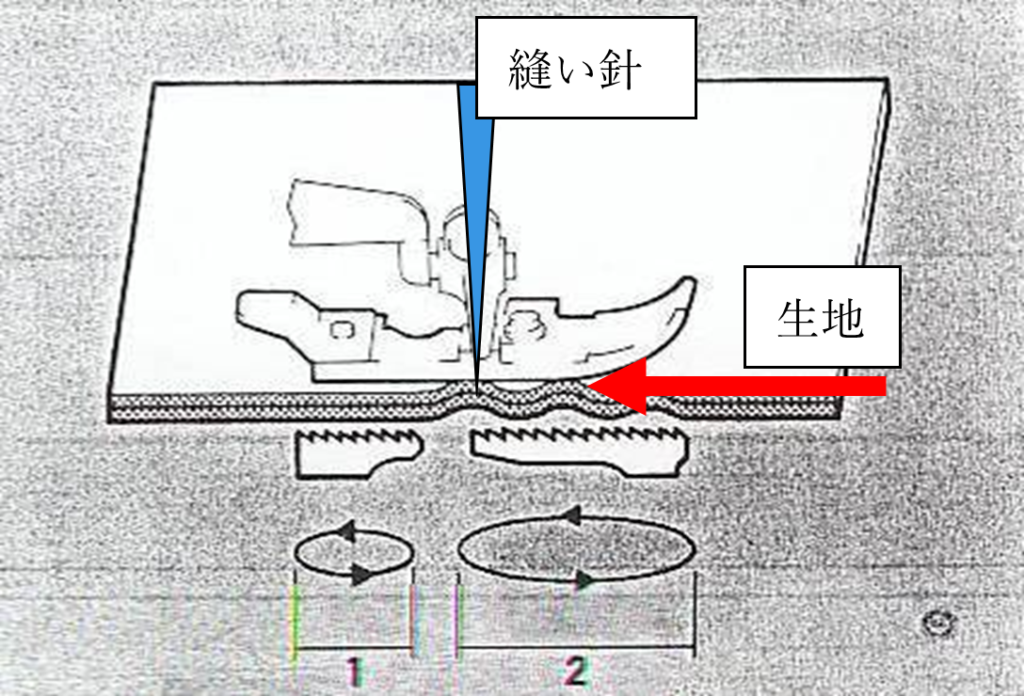
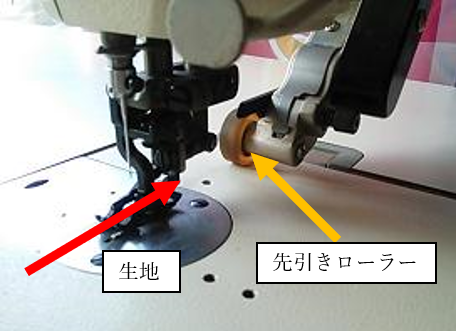
・ミシンの生地の送り機構は、差動送り、上下差動送り、先引きローラーなどを使用する。家庭用ミシンも含め通常のミシンの送り機構は送り歯が1つの下送りである。図5のように差動下送りミシンの「差動」とは「針の前後に送りスピードに差をつけた送り歯が2枚ある」という意味である。ニットなどよく伸びる素材は、縫製時に手前側の生地が伸びる傾向があり、これが伸び縮みによるシームパッカリングにつながっている。これを軽減するために、手前の送歯のスピードを上げて積極的に生地を針に送りこんでいる。縫い合わせる2枚の生地が薄くて滑りやすい時は、下送り機構だけでは2枚の生地にずれが生じるため、上下差動送り機構も使用される。また、図6のように先引きローラーといわれるローラーで生地を引っ張る方式も考案されている。
・アイロンやプレスによる修正は根本的な解決ではない。消費者がおこなう洗濯で、パッカリングが顕在化することがある。
・出荷前の全数検査でチェックすること。
・シームパッカリングの評価は、JIS L 1905「繊維製品のシームパッカリング評価方法」に基づいて、標準立体レプリカまたは標準写真を用いて判定実施する。詳細はニッセンケン品質評価センターにお問い合わせください。
事例3. 糸始末不良
(事故の概要)

(取扱い表示)

(事故現象に関するコメント)
縫製品は、縫製工場のラインで、複数のオペレーターによって製品化されますが、生産効率を上げるために、各部位の縫い糸端はオペレーターが個々にカットせず、後でまとめて社内の別の部署や外注で糸始末処理をすることがあります。その時の糸始末処理が適正でないと、不良品がそのまま出荷されることにあります。
(事故要因と対策)
本事例は、縫製技術的要因というよりも、製品検査工程の課題である。したがって、仕入れ先の商社、縫製工場、第三者検査会社において下記の点を確認することが大切である。
① 検査基準書、縫製仕様書で指示した通りの製品チェックができているか。
② 品番毎の検査結果は保管しているか。
③ 工場の不良率などは分析できているか。
④ 商品として外観、縫製上問題のない製品か。
⑤ 製品内に針の混入はないか。
次回は、「技術限界にもとづく事故事例」を勉強しましょう。
コラム : アパレル散歩道⑪
~繊維製品の品質苦情はなぜなくならないのか~
テーマ : 品質事故例の紹介 ~技術限界の事例~
発行元
一般財団法人ニッセンケン品質評価センター マーケティンググループ 企画広報課
E-mail: pr-contact@nissenken.or.jp URL:https://nissenken.or.jp
※当コラムの内容、テキスト等の無断転載・無断使用を固く禁じます。
Profile:清嶋 展弘 (きよしま のぶひろ)

43年間株式会社デサントに勤務し、各種スポーツウェアの企画開発、機能性評価、品質基準作成、品質管理などを担当。退職後は、技術士(繊維)事務所を開業。趣味は27年間続けているマラソンで、これまで296回の大会に参加。
社外経歴
(一財)日本繊維製品消費科学会 元副会長
日本繊維技術士センター執行役員 技術士(繊維)
文部科学省大学間連携共同教育事業評価委員
日本衣料管理協会常任委員 TES会西日本支部代表幹事
アパレル散歩道
各種お問い合わせCONTACT
サービス全般についてのお問い合わせ

各種試験・検査に関するお問い合わせ、ご依頼はこちらから承ります。
エコテックス®に対するお問い合わせ

エコテックス®認証に関するお問い合わせ、ご依頼はこちらから承ります。
技術資料ダウンロード

各種試験・検査に関する技術資料が、こちらからダウンロードいただけます。
よくあるご質問

試験・検査などで、皆さまからよくいただく質問と回答をまとめています。
お電話からのお問い合わせはこちら
