

2025/02/01
アパレル散歩道 第73回 : 「衣料品の品質トラブルの原因絞り込み①」
~新シリーズ【品質トラブル原因を絞り込もう】開始!!
アパレル散歩道
2020/10/01
2020.10.1
「前回のコラムでは、品質事故要因の中で、「2.1繊維」と「2.2糸」について説明しました。
今回は「2.3生地(織編)」「2.4染色・仕上げ」と品質事故との関係を勉強しましょう。実際の品質事故でも、生地物性や生地の染色性に関わる事例が多いと思います。
2.3 生地(織編)
(1)はじめに
織物や編物(ニット)は、糸から作られます。このため、生地の特性は、糸特性と生地(織編)特性を両方含んだものになります。我々は、何か品質事故が発生したとき、先ずは原因が「糸」による要因か、「織編」による要因かをしっかり区別できることが大切です。例えば、同じ平織の生地でも、綿100%とポリエステル100%では、生地の物性は大きく異なります。また、同じナイロン糸を使用しても、生地の組織が平織か、朱子織(サテン)か、ニットスムース(編物)かで全く物性や外観が変わりますね。さらに、後加工で樹脂コーティングや柔軟加工が追加されますと、物性特性は大きく変化することも併せてご理解ください。

(2)織物について
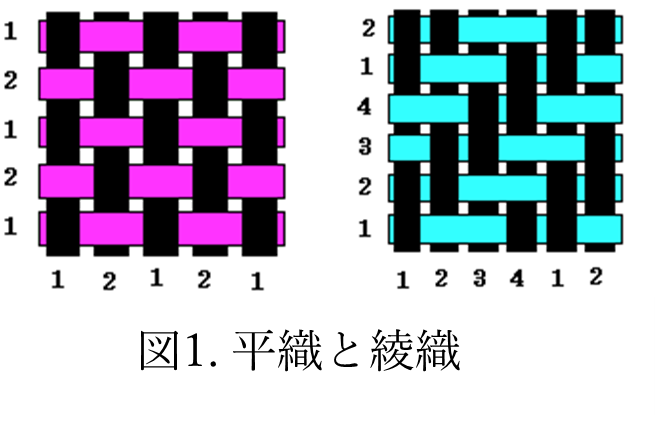
織物は、図1のように、たて糸とよこ糸が交絡して作られます。そのたて糸とよこ糸の絡み方で、平織、綾(あや)織、朱子(しゅす)織などに区別されます。たて糸に、ストレッチ性に優れた綿/ポリウレタンのコアスパンヤーン(図2)などを使用すると、たてストレッチ織物になります。また、たて糸、よこ糸の双方にこの糸を使用すると、ツーウエイストレッチ織物になります。ちなみに織物は布帛(ふはく)とも呼ばれますのでご承知おきください。
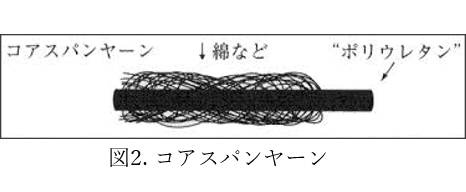
コアスパンヤーンは、フィラメント糸などを芯にして、周りに綿や羊毛などの短繊維を巻き付けるように紡績した糸のことです。 ポリウレタン糸(スパンデックス)を芯にした糸はストレッチ・ヤーンとも呼ばれ、ストレッチ織物やニットに多用されます。「ヤーン(Yarn)」とは「糸」のことです。
(3)織物の品質事故に影響を与える因子
①織物は、糸の打ち込み密度が粗いと、滑脱抵抗力が低下しスリップしやすくなり、滑脱、目寄れ、縫い目の笑いなどが発生する。その傾向は、糸表面の摩擦抵抗力に関係し、フィラメント糸(生糸)>フィラメント糸(加工糸)>紡績糸(スパン糸)となります。糸表面の摩擦抵抗力に関係するといわれています。
②織物は、たて糸とよこ糸の交絡数の差によって、同様に滑脱などが発生することがあり、その傾向は、朱子織>綾織)>平織となります。平織が最も安定した組織といえます。(図1参照)
③織物は、糸が細く高密度になるほど、引張り強さは高くなりますが、引裂き強さが、朱子織>綾織>平織の順に低下します。平織は糸の自由度が低下し、よりペーパーライクになり裂けやすくなります。
(4)編物(ニット)について
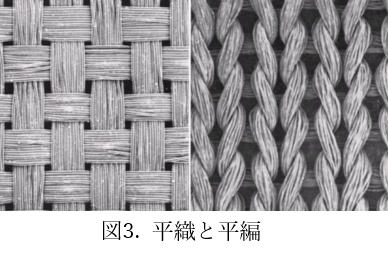
編物(以下ニットという)は、編み針を使用して編地を形成しています。図3のように、左の織物はたて糸とよこ糸がしっかり交絡したがっちりした組織ですが、右の編地では、ループが形成され、織物と比べると糸の自由度が高く堅ろうな組織ではありません。まずこの写真から容易に想像できることは、ニットが織物に比べて伸長率や通気性が大きいと推定されますね。
(5)よこ編みとたて編み
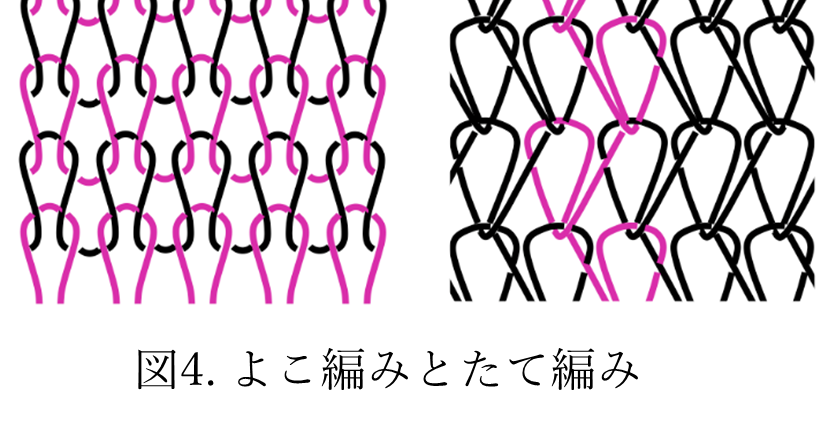
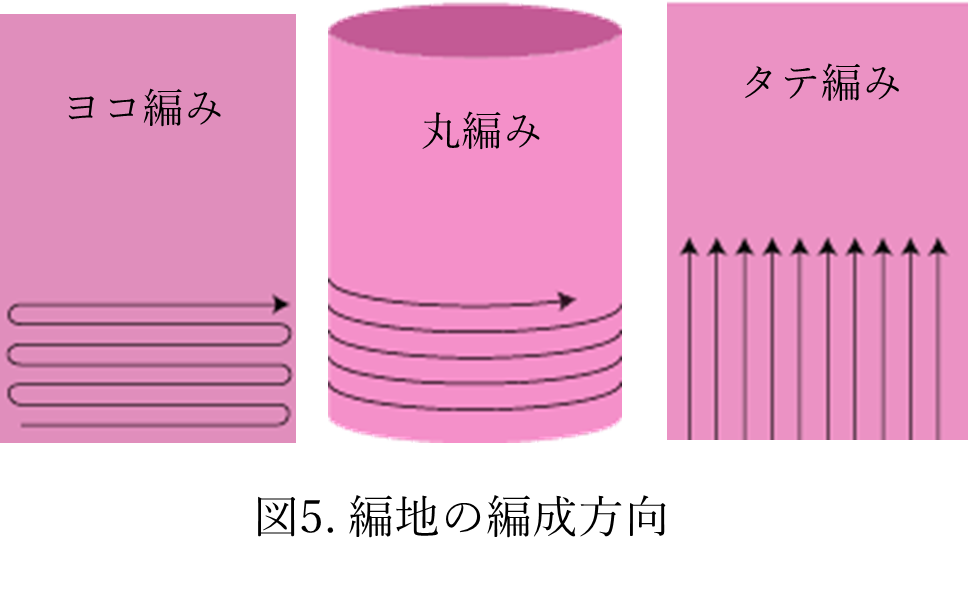
ニットには、編み機の種類で、よこ編みとたて編みがあります。図4.左のように、よこ編地では横方向に編地(ループ)が形成されます。Tシャツ、セーター、ニットパンツ、ストッキングなど幅広いニット製品に使用されます。一方、たて編みは図5のように、経方向に編地(ループ)が形成されます。これが「たて」の名前の由来で、レースのカーテンやストライプニットなどに使用されています。
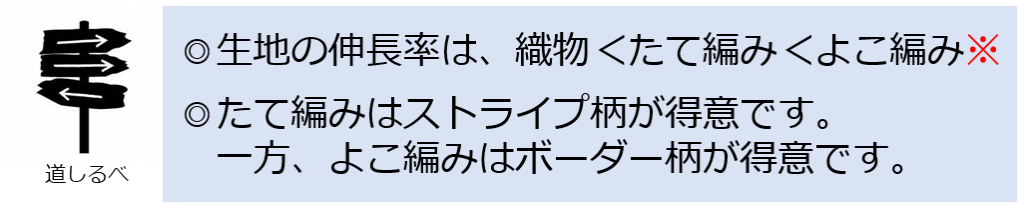
一般に、伸びや風合いを比較すると、たて編みは、よこ編みと織物の中間に位置するといわれています。
※よこ編みの中に「丸編」という分野があります。これはよこ方向に編地が編成される点では全く「よこ編み」と同様ですが、編針が円形に並んで筒状に編まれるため、「丸編み」と呼ばれます。よこ編みは主にセーターや婦人ニットドレスで使用されています。島精機さんの「ホールガーメント」はその代表例ですね。
また、アパレルの生産技術的にいえば、生地を広幅化することで、生地コストが下がり、製品コストも下がります。このため、広幅化に対応できる丸編みは、ニット製品全般に使用されています。広幅化に対応できる大口径の丸編み機の開発が長年なされ、今日に至っています。
(6) 織物(ニット)の品質事故に影響を与える因子
ニットの品質事故に影響を与える因子には、以下のことがあります。
① ニット用の糸は織物用に比べて撚りが少なく、風合いはソフトだが、ピリングやスナッグが発生しやすい。
② 合繊加工糸を使用したニット製品では、スナッグが発生することがある。
③ 綿糸を使用したニット製品では、家庭洗濯やタンブル乾燥で縮むことがある。
④ ニットは伸縮性に優れているため、運動量の大きい服種に使用され、スリムなシルエットも再現できる。
⑤ ニットは縫製時の地糸切れや着用中の破れから、ニット組織の中にはランが発生することがある。
2.4染色・仕上げ加工
(1)はじめに
染色とは、繊維に染料をしみこませて、色をつけることです。 表1のように、編立て後の生地(生機(きばた))を使って染色するのが「後染め」で、糸を先に染めるのが「先染め」です。また、後染めは、浸染(無地染め)と捺染(プリント)があります。
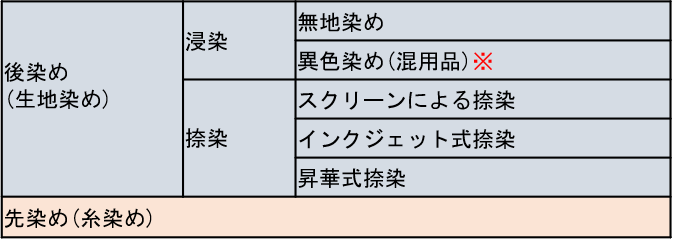
※例えば、たて糸がナイロン、よこ糸が綿の交織織物で、たて糸のナイロンのみを片染めで浸染し、シャンブレー感を表現することがあります。
(2)染料について
繊維には、綿、毛、ポリエステル、ナイロンなど多くの染料がありますが、繊維の化学構造によって、染料タイプが決まっています。表2のように、綿やレーヨンは、主に反応性染料、毛は酸性染料、アクリルはカチオン染料で染色します。ナイロンも酸性染料で染めますが、化学構造が毛と似て、ともにペプチド結合を持っているからです。
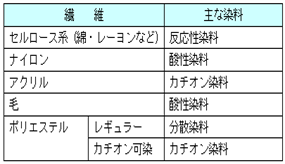
ポリエステルは、構造的にエステル結合だけのレギュラーポリエステル、また主鎖のエステル結合に加えて、一部マイナスの電気を帯びたカルボン酸基を持ったカチオン可染ポリエステルは、カチオン染料で染色します。カチオンとは、プラスの電気を持っているという意味です。ちなみにマイナスの電気を持つものはアニオンと呼ばれます。(但し、カチオン可染ポリエステルの普及は一部にとどまっています。)
(3)染色機はどのようなものか

代表的な染色機は、図7の液流染色機です。液流染色機は、バッヂ式※で、生地と染液が一緒に回りながら染色されます。このため、部分的な色違いが少ないものの、ロープ状で染色されるのでしわが生じやすいともいわれています。分散染料で染めるポリエステル(レギュラー)は、約130℃の高温で染色しますので、染色機は密閉して加圧状態で染色されます。ちょうど高圧炊飯器でおいしくご飯を炊くのと一緒ですね。一般的な液流染色機では、8反~12反を1バッヂとして染色されます。
(※バッヂ式とは、一定の単位の生地を加工することで、その反対は連続式です。)
(4)捺染とは

繊維に染着性を持つ染料や助剤を捺染糊に混ぜてペースト状にしてスクリーン型やロータリー型などの捺染機で生地に印捺する方法です。印捺後の生地は熱処理で繊維内部に染着された後、ソーピングで未染着の染料を除去されます。
最近では、版型が不要の「インクジェット方式」や分散染料の昇華性を利用した「昇華プリント方式」も増えています。昇華プリント捺染は、分散染料で柄を印刷した離形紙を熱プレス機で転写するものです。転写後のソーピングも不要で、水を使用しない環境にやさしい方式と言えます。
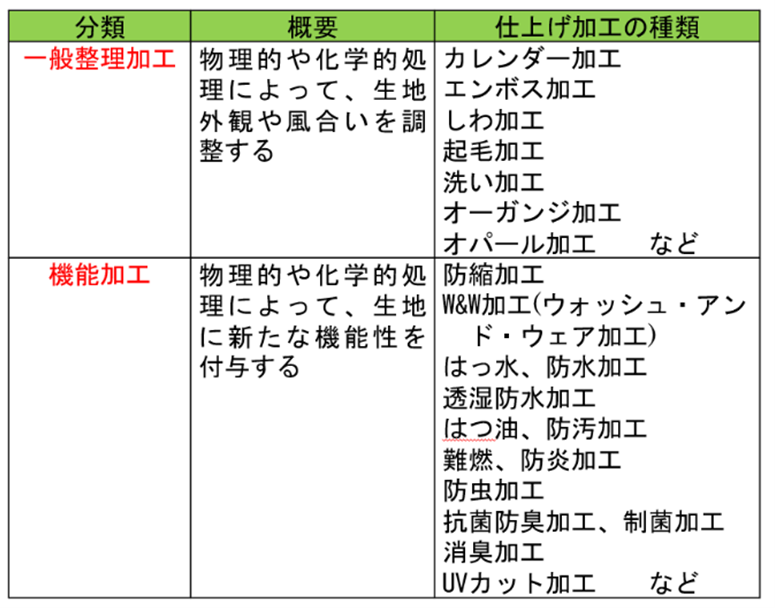
(5)染色後の機能加工
通常の染色仕上げ工程では、「染色」に引き続いて「仕上げ加工」が施されます。これには大きく2つあり、表3のように、一般整理加工と機能加工があります。機能加工は、生地に物理的処理や化学的処理によって、生地に新たな機能性を付与することで、製品の付加価値を向上させるものです。
(6)染色・仕上げ加工の品質事故に影響を与える因子
①日光や汗日光に対する堅ろう度は、染料レサイプで決定されるので、事前の確認が重要である。
②洗濯、汗、水など湿潤堅ろう度は、染色後の洗浄(ソーピング)不良で低下する。
③分散染めのポリエステルでは、還元洗浄(RC)が不良で、摩擦堅ろう度や昇華堅ろう度が低下する。
④染色ロット間の品質や色相のばらつきは、基本ありうる。ロット管理は必要である。
⑤反応染料での綿素材の濃色染めでは、フィックス剤による染料の固着が大切となる。染色堅ろう性に影響を与えることがある。
⑥染色工程で再加工があると、生地物性などが低下することがある。
⑦綿ニット(丸編)の加工では、生地の長さ方向に引っ張られて仕上げされると、丈方向に洗濯縮みが生じやすくなる。特に、単糸使いの綿天竺ニット(丸編)では、加工不良で製品に斜行が発生することがある。
⑧機能性加工は、一定の合理的な基準に基づいて管理されるべきであり、基準を下回ったものを販売すると、景品表示法の優良誤認に問われることがある。特に後加工で機能性を付与したものは、その耐久性が消費者苦情になることがある。
⑨通常の捺染品は、裏まで先着しない表面染色にならざるを得ず、擦れや揉みによって、白化や柄反転が生じることがある。特に密度の粗い組織ではその傾向が大きい。
⑩インクジェットプリントも、ソーピング不良で染色堅ろう度は低下することがある。
⑪昇華捺染プリントは、ソーピングは不要であるが、他の白物との接触放置で、移行昇華、マイグレーションして汚染事故が生じることがある。
次回のコラムでは、品質事故要因の中で、「縫製」「表示」「消費者の取扱い」の品質事故との関係を勉強しましょう。
コラム : アパレル散歩道⑤
~繊維製品の品質苦情はなぜなくならないのか~
テーマ : アパレル製品の品質事故要因 その3 ~縫製、表示、消費者取扱い~
発行元
一般財団法人ニッセンケン品質評価センター マーケティンググループ 企画広報課
E-mail: pr-contact@nissenken.or.jp URL:https://nissenken.or.jp
※当コラムの内容、テキスト等の無断転載・無断使用を固く禁じます。
アパレル散歩道
各種お問い合わせCONTACT
サービス全般についてのお問い合わせ

各種試験・検査に関するお問い合わせ、ご依頼はこちらから承ります。
エコテックス®に対するお問い合わせ

エコテックス®認証に関するお問い合わせ、ご依頼はこちらから承ります。
技術資料ダウンロード

各種試験・検査に関する技術資料が、こちらからダウンロードいただけます。
よくあるご質問

試験・検査などで、皆さまからよくいただく質問と回答をまとめています。
お電話からのお問い合わせはこちら
